
我厂系螺旋翅片管的专业制造厂,采用国内先进的高电阻焊接工艺,连续地将螺旋翅片焊接到钢管上,可工不同翅处规格的翅片管品适用于大型燃气轮杨余热锅炉和大型电站锅炉上,作为新一代传热元件,同时应用石油化工,冶金机械、食品,轻纺等行业,也可用于制冷设备,采暖器和电站锅炉。
产品主要特点
1、换热效率高,由于翅片与钢管是完全接触焊接,换热设备采用翅片管来增大烟汽油的传热面积,传热效率至少可以提高5倍以上(较光管)。
2、使用寿命长,翅片与钢管的焊接抗腐能力比套片式绕片翅片管提高一倍以上,可以较大的提高管材的使用寿命。
3、机械强度高,抗拉强度可达18kg/mm以上,焊接接头良好,达到美国CE公司标准中规定的有关技术指标。
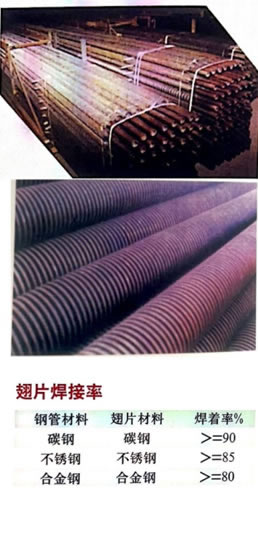
4、制造:翅片与钢管的焊接,焊着率应符合表规定。
钢管对接
1.焊接翅片管的管子长度大于7m时不允许拼接,大于7m时允许有一个焊接头目拼接最短管长不得小于15m.
2.焊接翅片管的钢带允许拼接,但整根翅片管上不允许超过5个拼接头,并且两接头间距应大于15mm以上。
3.翅片管的翅片倾伏角应不大于8度。
4.翅片在10个节距内的节距偏差平均值应大于正负0.2mm,翅片管翅片部分全长总偏差应不大于正负10mm。
5.翅片管的翅片高度偏差不大于正负0.75mm。翅片厚度偏差不应大于0.1mm。
6.翅片管的翅片起绕点应合格焊工手工电弧焊固定在钢管上。
7.翅片管的直线度允许偏差为其长度的0.1%且不得大于8mm。
8.翅片管的翅片邹折部分的厚度应大于翅片厚度的1.5倍。
9.敕根翅片管的长度偏差庙符合GB1804规定的16级精度。
10.翅片的焊接正边厚度应小于翅片宽度的2倍。高度小于0.3mm。
11.翅片管应逐根进行水压试验,试验压力为设计压力的2倍。保压时间一般不少于5min。
 本厂生产翅片管的各类规格
本厂生产翅片管的各类规格
管子材料:碳钢、不锈钢
管子直径:外径16-210
管子长度:0.15-30mm
翅片材料:碳钢、不锈钢
翅片高度:10-18mm
翅片厚度:1-2mm
片距:4-50mm
检验
1.每片翅片管抽取5%(但不得少于2根)进行逐项检验。翅片管的检验应在;起绕段,终绕段及中间任意3点测量。每批应有同一材料,同一规格同一制造工艺的翅片管组成。出现不合格时,除将不合格者挑出来外。应从同批中再取双倍试样进行复验,若复验结果仍不合格,则判定这批翅片管为不合格。
2.翅片管的焊着率检验
可采用工夹具和锤击方法剖开翅片,进行剥片以检验焊缝的焊着率,焊缝断面为银白色且有剥离痕迹者为焊着断面,剥离翅片的焊着断面面积与剥离翅片面总面积之比为翅片与钢管的焊着率。焊着率应达到4.1要求为合格。
3.拉脱检验
在翅片长度方向的近中心处,相隔25.4mm开两个行槽(两槽之间称“试验带”)把槽附近的翅片弄弯,使它们离开“试给带”,如果:试验带“能经住170N/平方毫米拉应力则认为焊缝合格。
